为顺利完成该项目,交出一份满意答卷
公司组建了一支十人的固定开发团队
十多名支持人员团队
花了四百多个日夜
攻克尺寸匹配、焊缝质量、产线开发等难题后
特别终获得客户的高度肯定
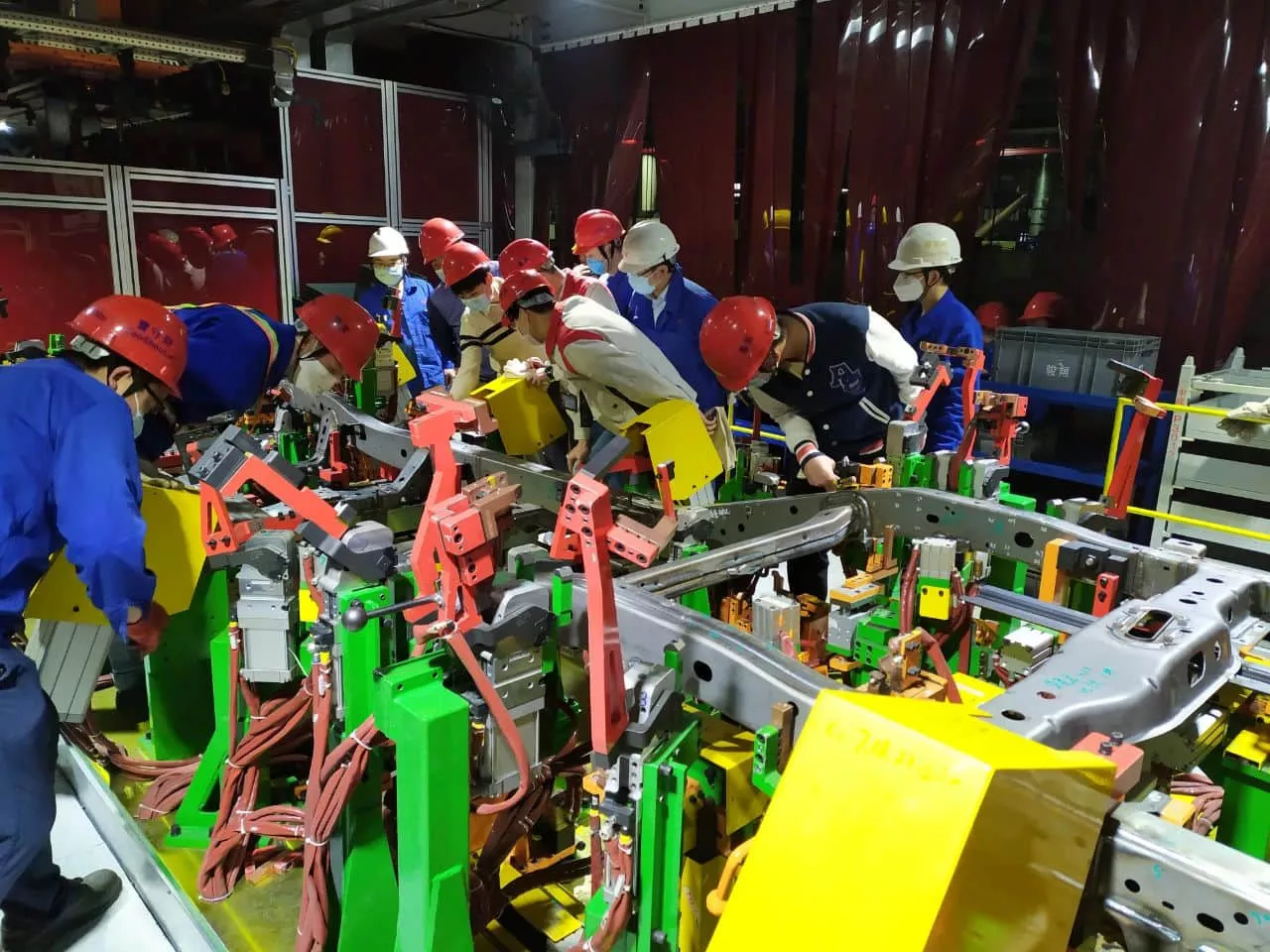
客户在现场确认产品状态
相对于之前做过的项目,长城车架项目质量要求非常高:产品重点尺寸合格率要求达到100%,全尺寸合格率要求达到95%以上,且整个车架板材全为高强钢,板材厚度特别薄为2.0mm,特别厚为5.0mm。冲压件成型工艺、板材性能、焊接工艺的差异、弧焊后尺寸变异等,这都给从未接触过弧焊车身模块的工程师们带来了极大的挑战。

冲压车间检查零件

面对千奇百怪、层出不穷的问题,项目工程师们充分发挥自强不息的精神,耐住性子到现场解寻找原因,集思广益寻找解决方法,一点一点解决问题突破难关。
探索前行,启用新工艺
在以往点焊项目中,焊接的变形量一般不会特别大,但弧焊不同,其造成的热变形非常大。

在特别初试制产品时,工程师摸不清楚产品变形的规律,在经过不断调整、统计、分析,通过以往的数据统计分析,车架的变形量一般在10mm以上,因此把握焊接工艺十分重要,经过多方论证,项目组确定使用以前未用过的工艺,终于让产品精度达到了客户的要求。


在项目开发的四百多个日夜中,团队加班到凌晨一两点是常有的事,晚上十点前能够下班已经算比较早了。
2019年4月1日,项目启动。
2019年9月20日,完成ET阶段交样。
2019年12月30日,完成PT阶段交样。
因疫情影响,客户的SOP审核由2020年3月31日推迟到2020年5月20日。
2020年5月25日,获得批产许可,正式进入量产阶段。
……
“合抱之木,生于毫末;九层之台,起于累土;千里之行,始于足下。”细节决定成败,团结就是力量!正是团队成员们的团结协作,扎实走好每一步,才收获了客户的高度肯定。五月份长城车架已供货620台,实际下线合格车架1347台,六月客户已发布需求计划4440台。
本文出自浙江专特车辆科技有限公司https://www.wuling50.com/news-195.html,转载请注明出处。
2025-06-13五菱43800元观光车怎么样?科技加持,让“最后一公里”接驳更舒心!
2025-06-13观光车哪个牌子好?五菱43800元14座锂电观光车——选靠谱品牌,看质量和耐用就够了!
2025-06-13五菱43800元观光车值得买吗?质量硬,用车省,接驳的靠谱之选!
2025-06-13五菱43800元14座锂电观光车怎么样?从这几方面直接看出结论!
2025-06-13观光车怎么选?五菱这款 43800 元观光车闭眼入,实用耐造还靠谱!
2025-06-13五菱43800元观光车:以高性价比,做贴心的微出行好伙伴!
2025-06-13别纠结观光车选哪个牌子好了!直接看这台五菱 43800 元观光车!
2025-06-13这辆43800元观光车竟成为热销款!五菱43800元14座锂电观光车究竟有什么魔力?
2025-06-13观光车多少钱一辆?和燃油车相比,五菱43800元观光车到底值不值得买?
2025-06-13从车间到花海,五菱43800元的14座锂电观光车如何成为多场景运营的多面手!